廣東三恩時科技有限公司
GUANGDONG THREENH TECHNOLOGY CO.,LTD.

微信咨詢
400-888-5135
3nh@3nh.com
400-888-5135
3nh@3nh.com

在紡織行業,顔色一緻性是評判産(chǎn)品質量的關鍵指标之一。手工粗布床單作爲具有傳統文化特色的家紡産(chǎn)品,其色差控制直接關系到産(chǎn)品的外觀質量和市場(chǎng)競争力。那麽, 手工粗布床單的ΔE色差标準範圍是多少呢?本文進行瞭(le)簡單(dān)總結。

手工粗布床單作爲一種傳統家紡産品,其獨特的工藝和材質特點決定瞭(le)色差控制的特殊要求。這類産品採(cǎi)用純棉手工粗布制作,具有質地厚實、紋理清晰、透氣性好等特點。傳統的手工織造工藝使得面料表面形成獨特的肌理效果,這種效果在視覺上會對顔色表現産生一定影響,也增加瞭(le)色差控制的難度。
老粗布的傳統工藝採用 "粗紗重織"方式,通常使用21支以上的粗紗線,通過平紋或斜紋交織形成0.8-1.2毫米的厚度。這種緻密結構使得面料單位面積克重較高,達到200g/㎡以上,是普通棉布的1.8倍。如此厚實的面料結構對染料滲透和顔色均勻性提出瞭(le)更高要求,需要更精確(què)的色差控制标準。
與普通機制布不同,手工粗布在織造過程中保留瞭(le)72道傳統工序,從棉紗染色到經線排布,每道工序都需要手工調整織機張力。這種傳統工藝雖然保證瞭(le)産品的獨特價值,但也引入瞭(le)更多導緻色差的可變(biàn)因素,需要更加嚴格的過程控制。
手工粗布床單的色織工藝要求先染紗後織布,這種工藝相比普通印染具有染料滲透率提高40%的優勢。更高的染料滲透率意味著(zhe)更好的顔色牢固度和均勻性,爲達到優異的色差标準奠定瞭(le)基礎。
FZ/T 62026-2015标準爲手工粗布床單建立瞭(le)科學的分級體系,針對不同等級産(chǎn)品制定瞭(le)相應的色差要求。
優等品是标準中的最高等級,要求色差達到4-5級,對應ΔE值在1.4-2.0之間。這一等級的産品顔色均勻性極佳,人眼幾乎難以察覺色差,代表瞭(le)手工粗布床單的最高品質水平。達到這一等級的産品通常採(cǎi)用精選原料和精細工藝,在整個生産過程中實行嚴格的質量控制。
一等品要求色差不低於(yú)4級,對應ΔE值在2.15-2.85之間。這一等級的産(chǎn)品顔色均勻性良好,能滿足大多數消費者對産(chǎn)品外觀的高要求。在實際生産(chǎn)中,大部分優質手工粗布床單都能達到或超過這一标準。
合格品的标準是色差不低於(yú)3-4級,ΔE值控制在2.85以内。這是手工粗布床單市場準入的基本要求,確保産品顔色均勻性在可接受範圍内。即使是最低等級,其色差控制也嚴於(yú)一般紡織品,體現瞭(le)對手工粗布這一傳統産品品質的較高要求。
标準中還明確(què)規定,色差評定應按照GB/T 250标準執行,該标準提供瞭(le)評定變色用灰色樣卡,是紡織品色差評定的基礎方法。灰色樣卡分爲5個基本等級(1-5級),其中1級表示色差最大,5級表示無色差。每個基本等級又細分爲半級,如3-4級、4-5級等,從而形成9個細分等級,提供更精確(què)的色差評價尺度。
準確(què)測量手工粗布床單的色差需要遵循科學的方法和規範的操作流程。标準測量應在标準光源箱中進行,使用D65光源模拟日光,照度保持在600lx以上,觀察角度爲45°。這種标準化的觀察條件排除瞭(le)環境光線的幹擾,保證瞭(le)測量結果的客觀性和可比性。
測量前需要準備(bèi)代表性樣品,樣品應平整、清潔,無褶皺或污漬。對於(yú)手工粗布這種具有立體紋理的面料,測量時需特别注意保持測量口徑與面料表面垂直貼合,避免因紋理陰影導緻的測量誤差。
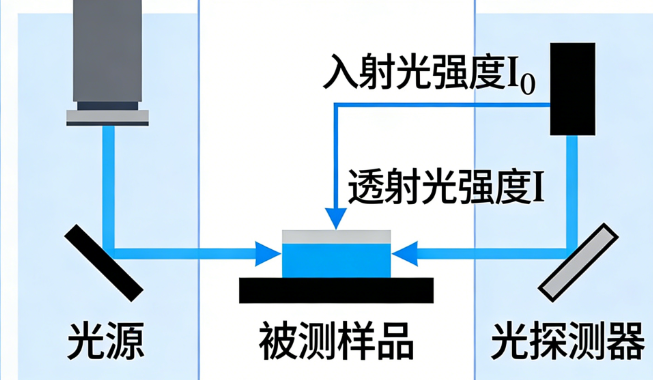
儀器測(cè)量是當前主流的色差評定方法。推薦使用分光測(cè)色儀,如三恩時YS4560等型号,這些儀器能直接測(cè)得CIELAB顔色空間下的ΔE值。測(cè)量時,需要選擇合适的參(cān)數,包括光源(通常爲D65)、觀察者角度(10°)和顔色空間(CIELAB)。
實際操作中,應先進行儀器校準,確(què)保測量基準準確(què)。然後進行标樣測量,将儀器測量口徑緊貼樣品表面,按下測量鍵獲取基準數據。接著(zhe)進行試樣測量,更換樣品位置重複測量過程。每個樣品應測量3-5個不同位置,取平均值作爲最終結果,提高測量的代表性。
對於(yú)手工粗布床單,需要特别關注不同部位的色差情況,包括床單的中間區域和邊(biān)緣區域,以及拼接部位的顔色一緻性。測量時應系統布點,全面評估産品的顔色均勻性。
測量完成後,應及時記錄和分析數據。現代分光測色儀通常配有專業軟件,如SQCX上位機軟件,可進行深度數據分析,生成檢測報(bào)告。這些數據不僅用於(yú)産品等級判定,還可爲生産工藝改進提供依據。
手工粗布床單的色差受多種因素影響,瞭(le)解這些因素有助於(yú)採取針對性控制措施。原材料質量是影響色差的基礎因素。棉紗的均勻性、白度和吸色性都會影響最終産品的顔色表現。優質手工粗布通常選用長絨棉爲原料,其纖維長度長、均勻性好,有利於(yú)染料均勻吸附。
染料質量與染色工藝是影響色差的核心因素。手工粗布傳統上使用植物染料,現代生産則多採(cǎi)用活性染料。染料濃度、溫度和時間控制的穩定性直接關系到顔色均勻性。傳統工藝要求染紗環節嚴格一緻,確(què)保每批紗線顔色均勻。
織造工藝對手工粗布床單(dān)的色差有顯著影響。手工織造的張力控制難以完全一緻,可能導(dǎo)緻織物密度微小差異,進而影響視覺色差。熟練織工通過經驗積累,能将這種差異控制在最小範圍。
後整理工藝也會影響産品色差。洗滌、軟化等後處理過程可能引起顔色變(biàn)化,需要嚴格控制工藝參(cān)數。手工粗布床單通常需要經過多次水洗才能達到理想手感,這一過程中的顔色變(biàn)化需要預先考慮。
紗線染色環節是控制色差的關(guān)鍵點(diǎn)。先染紗後織布的工藝相比先織布後染色的工藝,通常能獲得更好的色牢度和顔色均勻性。這是因爲紗線比織物更易均勻染色,且織造過程不會破壞已形成的顔色。
生産環境條件如水溫、pH值等也會影響染色效果。手工粗布生産往往依賴經驗調整,難以完全标準化,這增加瞭(le)色差控制的難度。現代生産企業通過制定詳細工藝參(cān)數和操作規範,正在逐步提高生産過程的一緻性。
手工粗布床單的色差控制不僅關系到産(chǎn)品分級,還直接影響用戶體驗和市場競争力。達到優等品水平的手工粗布床單,其顔色均勻性極佳,幾乎看不出色差,能滿足高端消費者對完美品質的追求。這類産(chǎn)品通常採(cǎi)用精選原料和精細工藝,價格也相對較高。
一等品手工粗布床單顔色均勻性良好,能滿足大多數消費者對産(chǎn)品外觀的期望。這類産(chǎn)品在市場上占主體地位,平衡瞭(le)質量與成本的關系。生産(chǎn)企業通過優化工藝和加強管理,可以不斷提高一等品率,提升經濟效益。
即使是合格品級别的手工粗布床單,其色差也在可接受範圍内,不影響正常使用。标準設置合格線的主要目的是確(què)保市場流通産(chǎn)品的基本質量,保護消費者權益。
提高色差控制水平需要從原料、工藝、管理多方面入手。優選原料是基礎(chǔ),穩定工藝是關鍵,精細管理是保障。手工粗布生産(chǎn)企業應建立完善的質量管理體系,對染色、織造、後整理等各環節進行嚴格控制。
過程控制是提高色差一緻性的有效途徑。通過對每個生産環節進行監控和調整,可以及時發現並(bìng)糾正偏差,防止問題積累。例如,在染紗環節進行色差檢測,確(què)保每批紗線顔色一緻;在織造過程中定期檢查面料顔色均勻性。
技術創新也爲色差控制提供瞭(le)新手段。傳統手工粗布生産正在融入現代技術,如使用計算機測色系統指導染料配比,引進自動化設備(bèi)提高工藝穩定性等。這些技術手段與傳統工藝經驗相結合,可顯著提高産品的顔色一緻性。