廣東三恩時科技有限公司
GUANGDONG THREENH TECHNOLOGY CO.,LTD.

微信咨詢
400-888-5135
3nh@3nh.com
400-888-5135
3nh@3nh.com

在透明與包裝材料的品控線上,霧度與透過率是決定産(chǎn)品外觀與功能的核心指标。一個令人警醒的場(chǎng)景是:産(chǎn)線A使用儀器判定合格的産(chǎn)品,在客戶(hù)實驗室B的儀器上卻被判定爲NG。這種糾紛(fēn)的核心,往往指向一個隐形參(cān)數——儀器的台間(jiān)差。它真實存在,且不容忽視。請看來自同一批次樣品的兩組測(cè)量數據:
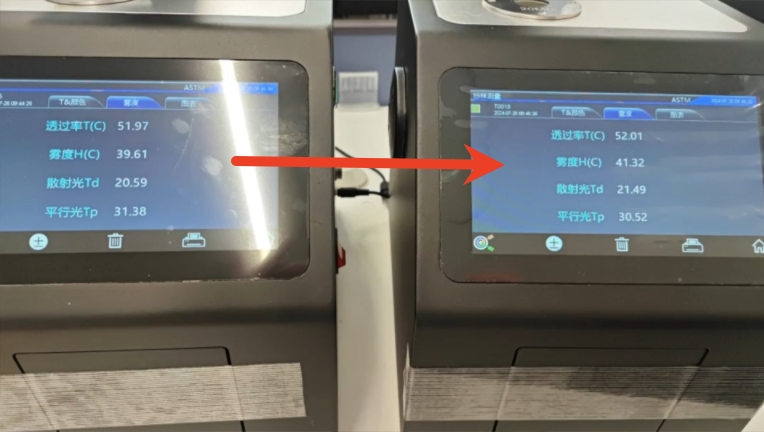
A霧度計測量結果
透過率 T: 51.9
霧度 H: 39.61
散射光 Td: 20.59
平行光 Tp: 31.38
B霧度計測量結果
透過率 T: 52.01
霧度 H: 41.32
散射光 Td: 21.49
平行光 Tp: 30.52
數據顯示,兩台儀器在關鍵指标上存在顯著差異:霧度值相差高達1.71%,散射光相差0.9%,平行光相差0.86%。在要求嚴苛的高端制造領域,這種差異足以導緻整批産(chǎn)品被拒收。那麽,如何縮小乃至消除台間差,讓不同儀器“說同一種語言”?一套科學嚴謹的測(cè)量方法是關鍵。
台間差,是指不同儀器在相同條件下測量同一樣品時,結果之間的系統性偏差。它並(bìng)非簡單的測量誤差,而是由儀器狀态、校準溯源、樣品處理及環境因素共同作用的結果。案例中B儀器測得的霧度值顯著偏高,可能源於其光學系統對散射光的敏感度不同,或校準基準發生瞭(le)微小的漂移。
忽視台間差的代價是巨大的:它導緻企業内部标準混亂,生産(chǎn)線與品控實驗室數據沖(chōng)突;在供應鏈中,極易引發供需雙方的驗收糾紛,損害商業互信。因此,控制台間差是質量體系可靠運行的基石。

要實現儀器間的數據可比,不能寄望於(yú)偶然,必須依靠标準化的操作流程。以下四步法是實現精準測(cè)量的核心。
第一步:溯源至“同一把尺”——權(quán)威校準(zhǔn)
校準是數據(jù)的生命線,是控制台間(jiān)差的第一道閘門。
使用有證标準物質:必須使用帶(dài)有國家一級或國際互認證書的标準霧度闆進行校準。絕不可用随手可得的塑料片或未經計量的舊闆代替。案例中A、B儀器的差異,很可能始於(yú)校準用标準闆的精度或自身狀态不一緻。
執行完整校準流程:嚴格按照儀器規程,依次進行“空氣校準”(100%T基準)和“标準闆校準”(建立絕對标尺)。校準環境應保持溫濕度穩定、無塵(chén)、無振動(dòng)。
第二步:處(chù)理“同一個它”——樣品制備(bèi)
樣品的一緻性,是數(shù)據(jù)可比的前提。
樣品狀态标準化:測(cè)量前,需用專用無塵布和試劑清潔樣品兩面,確(què)保無指紋、油脂和灰塵。任何微小污染都會顯著影響散射光測(cè)量,這可能是案例中散射光值差異的來源之一。
測量位置與取向固定:對於(yú)非完全均質的材料,應在樣品上标記固定測量點。對於(yú)薄膜等材料,需規定測量面(例如塗層面向光源),並(bìng)在報告中注明,避免因樣品放置方向不同引入誤差。
第三步:置於(yú)“同一個(gè)世界”——環境與操作控制
細節決定測量的成敗。
環(huán)境光隔離:必須在全暗環(huán)境中操作。任何雜散光進入積分球,都會直接污染散射光信号,導(dǎo)緻霧度值失真。這是實驗室最易被忽視的誤差源之一。
操作規範化:樣品應平整、緊密地覆蓋測量口,避免産生縫隙。閉(bì)合樣品倉(cāng)後,等待讀數穩定(通常3-5秒)再記錄。建議由同一熟練人員操作多台儀器進行比對,以減少人爲操作差異。
第四步:建立“長(zhǎng)效監測(cè)網”——期間核查
質量控制是一個(gè)持續的過(guò)程。
設立内部比對樣塊:制作或保留一塊物理化學性能穩定的“永久性比對樣品”,並(bìng)賦予其參(cān)考值。
定期監測(cè):每周或每月,用此樣塊對所有在用霧度計進行測(cè)量,記錄數據並(bìng)繪制控制圖。一旦某台儀器的數據發生趨勢性漂移(如案例中B儀器的可能漂移),便能立即預警,在影響生産前進行校準或維護。

回到開篇的案例,A、B儀器的差異絕非無解。通過執行上述标準流程,尤其是使用可溯源的高級标準闆對兩台儀器進行重新校準,並在嚴格受控的環境下使用标準樣塊進行複核,完全可以将兩者的台間差縮小到可接受的範圍内(例如,霧度值差異<0.3%)。









